
Semoga bermanafaat.....


1.1. CARA PEMBUATAN PAIP
Kaedah-kaedah pembuatan paip adalah seperti berikut;
i. Seamless
ii. Electric Resistance Weld (ERW)
iii. Furnace Butt Weld
iv. Single Fusion Weld
v. Double Fusion Weld
vi. API 5L, SAW & GMAW
1.1.1. Proses Pembuatan Seamless Paip
Proses/Penerangan
|
Strand Caster
Kepingan besi dibentuk menjadi solid tiub mengunakan mesin ini.
 |
Billet Heating
Solid tiub dipanaskan dengan suhu yang tertentu dalam Relau perapian (Hearth Furnace).
 |
Rotary Piercing Mill
Seterusnya solid tiub akan diletak dan dipegang pada roda yang berpusing untuk membentuk dan panjang paip yang tertentu. Solid tiub akan ditebuk ditengah pada hujungnya untuk membentuk lubang. Proses ini dijalankan diatas roda yang berpusing bagi menjaga bentuk bulat paip tersebut.
 |
Elongator
Paip yang telah dihasilkan dihantar ke bahagian penebuk lubang kedua. Pada bahagian ini paip dibentuk dengan lebih terperinci lagi untuk menghasilkan ketebalan dan panjang paip yang dikehendaki. Proses ini dijalankan diatas roda yang berpusing untuk menjaga dan mengawal bentuk paip.
 |
Reheat
Paip akan dibawa ke Relau (Furnace) untuk dipanaskan lagi. Ini adalah bagi menjaga dan mengawal pembentukan saiz grain paip tersebut.
 |
Plug Rolling Mill
Pada bahagian ini paip diletak lagi pada roda yang berpusing dan diletak penahan besi (Plug) di dalamnya. Proses dibahagian ini adalah untuk mengurangkan diameter dan ketebalan paip tersebut, seterusnya meningkatkan panjang paip.
 |
Uniform Reheat
Paip akan dipanaskan secara seragam pada semua bahagian paip.
 |
Sizing Mill
Paip yang dihasilkan akan dipanaskan jika perlu. Paip diletakan diatas laluan beroda untuk membentuk saiz dan diameter paip yang tepat dan mengikut standard.
 |
Rotary Straightener
Paip akan diluruskan pada bahagian ini
 |
NDT Inspection
Pada bahagian ini permukaan paip akan diperiksa mengunakan kaedah electromagnetic. Tujuan pemerikasaan dibuat untuk mengesan ketidaksempurnaan (imperfection) pada bahagian badan paip.
 |
Facing and Beveling
Pada bahagian hujung paip akan dibevel (Bevel end) atau dirata (Flat end)
 |
Hydrostatic Testing
Kekuatan dan ketahanan paip akan diuji mengunakan kaedah hydrotest.
 |
Jadual : Proses Pembuatan Paip Seamless
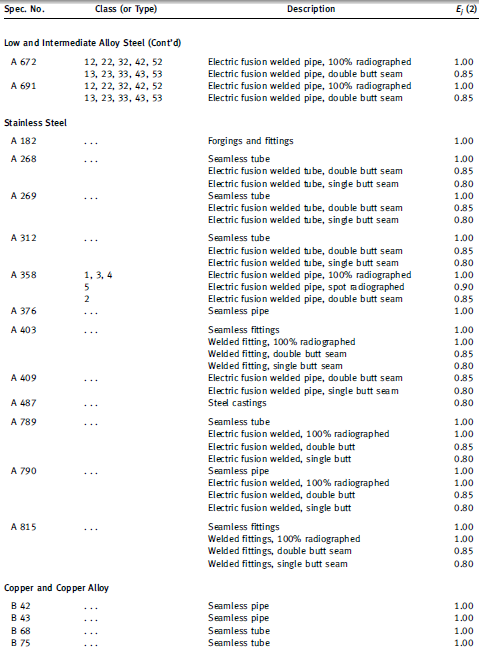
2. JADUAL SPESIKASI, KELAS, CARA PEMBUATAN PAIP DAN FAKTOR KUALITI KIMPALAN (WELDING QUALITY FACTORS, EJ)
Faktor kualiti kimpalan (Welding Quality Factor, EJ) adalah penentuan kualiti bagi paip yang dihasilkan secara sambungan/kimpalan. Maksimum kualiti faktor untuk paip ialah 1.00 yang bermaksud tiada sambungan/kimpalan yang terdapat pada paip. Bagi paip seamless yang dihasilkan tanpa penyambungan kimpalan kualiti faktor nya ialah 1.00. Jadual 5-2-1 di bawah menunjukan Faktor kualiti kimpalan (Welding Quality Factor, EJ) untuk setiap proses pembuatan paip. Namun Faktor kualiti kimpalan (Welding Quality Factor, EJ) ini boleh meningkat bergantung kepada tahap ujian yang dijalankan terhadap paip tersebut.
Jenis proses pembuatan paip
|
Welding Quality Factor, EJ
|
Seamless
|
1.00
|
Electric Resistance Weld (ERW)
|
0.85
|
Furnace Butt Weld
|
0.60
|
Single Fusion Weld
|
0.80 to 1.00
|
Double Fusion Weld
|
0.85 to 1.00
|
API 5L, SAW & GMAW
|
0.95
|
Jadual 2.1: Welding Quality Factor, EJ

Jadual 2.2: Spesifikasi No. Carbon Steel dan Low Temp Steel

Jadual2.3: Spesifikasi No. Stainless Steel dan Copper Alloy

Jadual 2.4: Spesifikasi No. Nickel Alloy, Titanium, Zirconium dan Aluminum Alloy
RUJUKAN :
2http://www.usstubular.com/facilities/erw.htm, 04-Julai-2013,2100hrs
3 Engineering and Design - Liquid Process Piping - US Army Corps of Engineers (EM 1110-1-4008) (2002)






{kind=link}
0 Ulasan