
Teknik atau Kaedah Penjajaran Pipe (Pipe Alignment).

Dalam industri pemasangan paip minyak dan gas, terdapat 3 kaedah atau
teknik yang biasa dipraktikan. Antaranya ialah :
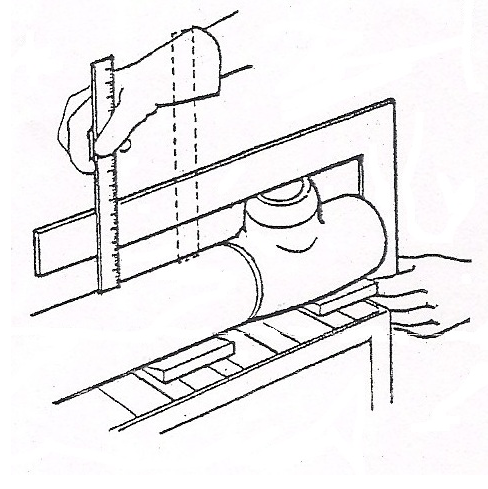
1.1 Menggunakan sesiku L dan steel ruller
Teknik ini adalah paling mudah iaitu penggunaan alat sesiku
L dan pita pengukur. Kaedah ini memerlukan paip dan benda
penyambungan adalah menggunakan sesiku L( L- square) dan
pita pengukur. Teknik ini adalah teknik awal yang digunakan dan
memerlukan 2 sesiku L dan kemahiran bagi mendapatkan
penjajaran paip.

Rajah : kaedah sesiku L dan steel ruller (paip dengan flange)
Rajah : kaedah sesiku L dan steel ruller (paip dengan tee)
1.2. Menggunakan penimbang air (water level)
Teknik kedua adalah menggunakan timbang air (spirit level)
yang mana teknik ini cepat dan mudah di gunakan juga
memerlukan sedikit kemahiran dan peralatan yang di gunakan
sensitive dan perlu di simpan dengan baik.

Rajah : Penggunaan water level pada 2 paip lurus

Rajah : Penggunaan water level pada paip lurus dan elbow 45°

Rajah : Penggunaan water level pada paip lurus dan elbow 90°

Rajah : Penggunaan water level pada paip lurus dan flange

Rajah : Penggunaan water level ada paip lurus dan Tee
1.3 Menggunakan penjajar laser (laser alignment).
Teknik ketiga adalah menggunakan alat pejajar laser,
teknik yang kurang di gunakan di industri kerana
peralatan yang digunakan agak berat,, mahal dan
memerlukan kemahiran yang tinggi.
Walaubagaimanapun hasil kerja alat ini lebih baik dan
tepat.
Rajah : Penjajar laser
1.4 Prosedur umum penjajaran
Untuk mendapatkan penjajaran yang baik, prosedur penjajaran yang betul mestilah dikuti supaya hasil pemasangan menepati spesifikasi seperti pada drawing. Kesan penjajaran yang tidak betul akan menyebabkan kesukaran pengimpal untuk melengkapkan sambungan, kecacatan kimpalan atau sistem paip tidak dapat berfungsi dengan baik. Berikut adalah prosedur umum penjajaran yang perlu diikuti :
i. Buat persediaan sambungan. Persediaan sambungan meliputi kebersihan hujung sambungan daripada sebarang kekotoran seperti minyak, grease, karat dan cat yang boleh mengganggu atau menjejaskan proses paku kimpal.
ii. Imbang, ukur, tanda dan tahan lekapan paip (pipe fitting) pada kedudukan yang tetap.
iii. Buat paku kimpal sementara
iv. Ukur lokasi paip dengan lekapan paip (pipe fitting).
v. Sekiranya kurang tepat, laraskan kedudukan pipe dan lekapan paip supaya benar-benar lurus atau tepat seperti pada lukisan isometrik.
vi. Buat paku kimpal kedua, berlawanan dengan paku kimpal pertama.
vii. Semak lokasi penyambungan antara pipe dan lekapan pipe dengan menggunakan alatan pengimbang (alignment tools) yang sesuai.
2. Lekapan Pipe (pipe fitting)
Lekapan (pipe fitting) merupakan standard komponen yang dihasilkan oleh pengilang. Ianya berfungsi sebagai pengubah arah aliran, cabang aliran atau pengubah diameter pipe. Kebiasaanya, lekapan pipe akan dipasang pada sistem pipe secara mekanikal. Antara lekapan yang sering digunakan dalam industry minyak dan gas adalah seperti:
3.1.1 Lekapan Tee (Tee)
Tee adalah pemasangan paip yang paling biasa. Tee A digunakan untuk
menyambung paip diameter yang berbeza atau untuk menukar arah aliran dalam paip. Tee terdiri dalam pelbagai bahan dan juga saiz. Bentuk Tee yang biasa terdapat dipasaran ialah:
i. Equal tee
ii. Reducing Tee
Apabila saiz cawangan adalah sama seperti paip, Tee yang sama digunakan dan apabila saiz cawangan adalah kurang daripada saiz paip, maka saiz tee yang lebih kecil akan digunakan.

Equal tee

Rajah : Tee
3.1.2 Elbow
Siku adalah pemasangan paip yang dipasang di antara dua panjang paip atau tiub untuk membenarkan perubahan arah. Kebiasaanya dibuat dalam keadaan 90°, 45° atau 22.5°. Hujung boleh dimesin untuk disambung menggunakan kaedah kimpalan atau sambungan bebenang dalam (internal thread).
*Bersambung....





){kind=link}
0 Ulasan